
Tilpassede plastdele


Som en af de mest konkurrencedygtige producenter af støbeforme og sprøjtestøbningsvirksomheder i Kina betjener vi en bred vifte af industriapplikationer, herunder husholdningsbrug, automobilindustrien, elektronik, medicin, landbrug, minedrift osv.
Vores tjenester omfatter:
- CAD-design/formflowanalyse/DFM
- Brugerdefineret sprøjtestøbeform, støbefremstilling
- Plastsprøjtestøbning
- Prototyping, produktion i små serier
- Maling, færdigtrykning, montering
Indledning
Vores sprøjtestøbeværksted er udstyret med 12 sæt plastsprøjtestøbemaskiner, der spænder fra 40 tons til 800 tons. Vi tilbyder automatisk produktionsservice 24 timer i døgnet, 7 dage om ugen. Den plastharpiks, vi har valgt, dækker et bredt spektrum, herunder ABS, PC, PP, PA, PMMA, POM, PE osv.
Vi bygger forme til sprøjtestøbning af plast. I begyndelsen af formdesignet tager vi sprøjtestøbningen i betragtning. Det giver os mulighed for at opnå den korteste støbecyklustid og minimale vedligeholdelsesomkostninger, hvilket i sidste ende vil gavne vores kunder. Lavvolumenordrer er også velkomne, og det sker altid, når kunderne føler, at omkostningerne er uudholdelige, især omkostningerne ved formfremstilling. Vores forme kan tilbyde en bred vifte af løsninger, der reducerer dit budget til lavvolumenprojekter med god kvalitet. Vores eksperter arbejder sammen med dig for at finde den bedste løsning til din virksomhed.
Vi har erfaring med forskellige plastsprøjtestøbeforme til bilindustrien, medicin, belysning, sportsudstyr, husholdningsapparater og landbrug. I øjeblikket har vi 20 fremragende ingeniører i vores virksomhed, hvoraf de fleste har en god uddannelse inden for plastsprøjtestøbeindustrien og er stolte af deres arbejde. Vi kan levere 20 sæt sprøjtestøbeforme om måneden. For at opfylde globale virksomheders højeste krav investerer vi løbende i den nyeste teknologi og har udstyret de mest avancerede støbeproduktionsfaciliteter. Vi har fuld intern produktion af plastsprøjtestøbeforme, sprøjtestøbning, maling og montering. Vores udstyr inkluderer, men er ikke begrænset til: 8 sæt CNC, præcisions 0,005 mm; 14 sæt spejlgnistningsmaskiner, 8 sæt langsom trådskæring, 12 sæt sprøjtestøbemaskiner fra 40 ton til 800 ton, 1 sæt 2D-projektionsmåling, 1 sæt CMM. Vi kan bygge plaststøbeforme og trykstøbemaskiner på maksimalt 7,5 tons og støbte plastdele på maksimalt 1200 g. Vi bruger også det avancerede CAD/CAM/CAE-system, vi kan arbejde med dataformater i pdf, dwg, dxf, igs, stp osv.
Arbejdsprincip
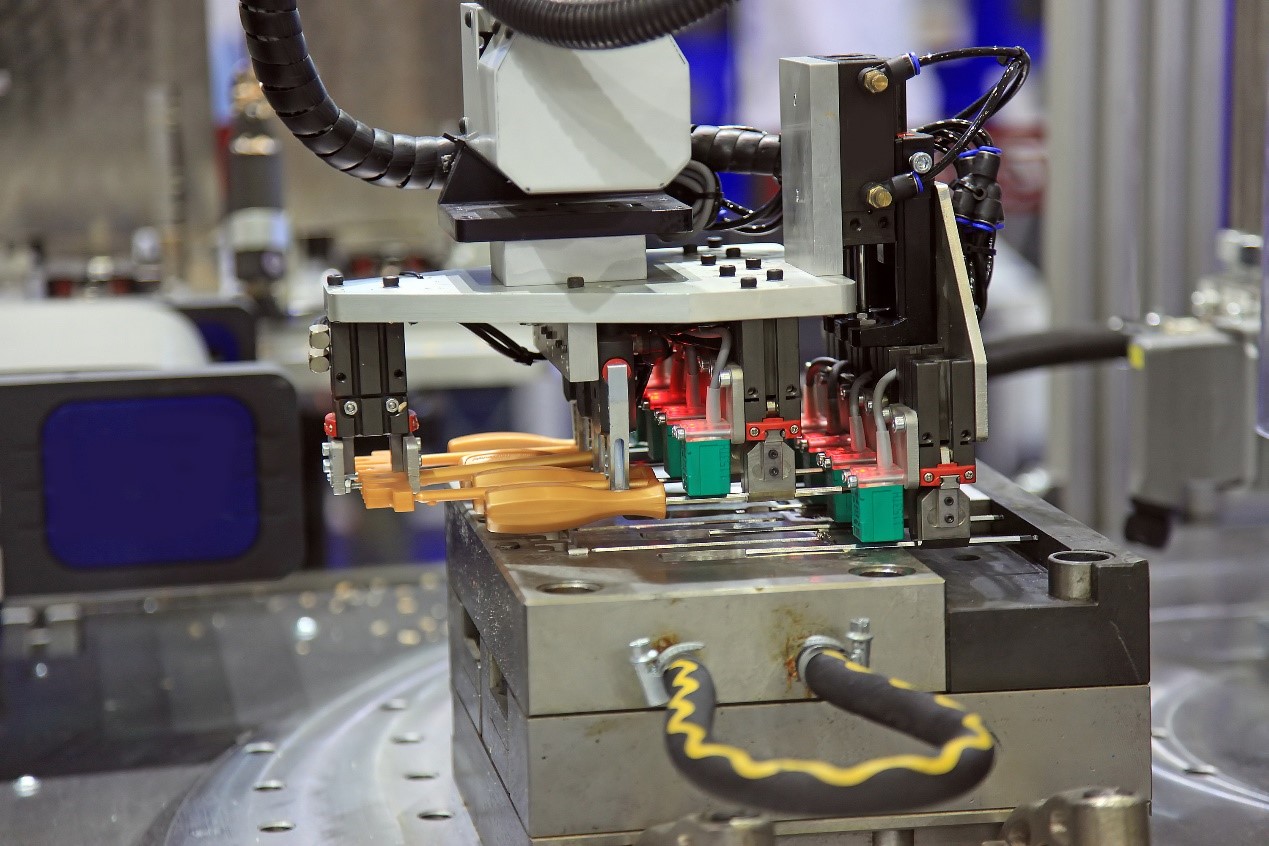
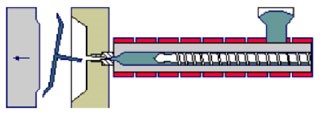
Sprøjtestøbning er en proces til at forme plastharpiks til den ønskede form. En sprøjtestøbemaskine presser den smeltede plast ind i formen og afkøles via et kølesystem til en fast, designet form. Næsten alle termoplasttyper bruger denne metode. Sammenlignet med andre forarbejdningsmetoder har sprøjtestøbning fordele i forhold til nøjagtighed og produktivitet, og den har højere krav til udstyr og formomkostninger, så den er primært til storproduktion af sprøjtestøbte dele.
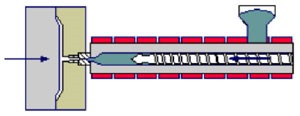
Sprøjtestøbemaskiner bruger almindeligvis stempelcylinder/skruecylinder. Sprøjtestøbningsproces: Plastråmaterialet føres fra tragten ind i cylinderen, stemplet begynder at skubbe, plastråmaterialet skubbes ind i en varmezone og derefter gennem bypass-shuttlen, den smeltede plast gennem dysen ind i formhulrummet, hvorefter vand eller olie løber gennem det designede kølesystem for at køle formen ned for at få en plastartikel. Sprøjtestøbte dele fra formhulrummet skal typisk behandles korrekt for at fjerne den spænding, der genereres under støbeprocessen, for at opnå god dimensionsstabilitet og ydeevne.
Seks stadier afplast sprøjtestøbningbehandle
Plastsprøjtestøbningsprocessen begynder med tyngdekraftsindføring af polyolefinpellets fra en tragt ind i støbemaskinens sprøjteenhed. Varme og tryk påføres polyolefinharpiksen, hvilket får den til at smelte og flyde. Smelten sprøjtes ind i formen under højt tryk. Tryk opretholdes på materialet i hulrummet, indtil det afkøles og størkner. Når plastdelens temperatur falder til under materialets deformationstemperatur, åbner formen, og plastdelen skubbes ud.
Den komplette injektionsproces kaldes en støbecyklus. Perioden mellem starten af injektionen af smelten i formhulrummet og åbningen af formen kaldes klemmelukningstiden. Den samlede injektionscyklustid består af klemmelukningstiden plus den tid, der kræves for at åbne formen, skubbe plastdelen ud og lukke formen igen. Sprøjtestøbemaskinen overfører harpiksen til de støbte dele gennem en smeltnings-, injektions-, paknings- og afkølingscyklus. En plastsprøjtestøbemaskine omfatter følgende hovedkomponenter som vist nedenfor.
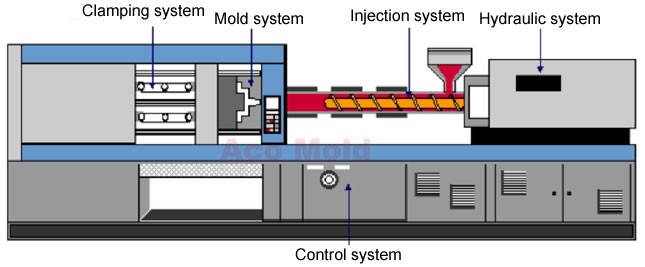
IndsprøjtningssystemRåmaterialerne føres ind i en cylinder, den varmes op og smeltes ned. De smeltede materialer skubbes ind i hulrummet gennem reservedelen.
Hydraulisk system: at tilvejebringe injektionskraften.
Formsystem: at indlæse og samle formen.
Klemmesystem: at give pakningskraft.
Kontrolsystem: at styre handling, kølesystem.
Klemmekraft bruges almindeligvis til at bestemme kapaciteten af en plastsprøjtestøbemaskine. Andre parametre inkluderer skudvolumen, injektionshastighed, injektionstryk, skrue, layout af sprøjtestøbestang, formstørrelse og afstanden mellem forbindelsesstænger. Plastsprøjtestøbemaskiner kan opdeles i flere kategorier. Udover generelle maskiner til normale plastdele uden høj præcision eller usædvanligt design, findes der maskiner med snævre tolerancer, specielt til højpræcisionsdele, og højhastighedsmaskiner til tyndvæggede dele.
En hel sprøjtestøbningsproces omfatter følgende seks trin
1) Formen lukker, og skruen begynder at bevæge sig fremad til injektion.
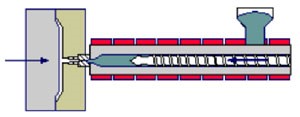
2) Fyld, sprøjt smeltede råmaterialer ud i hulrummet.
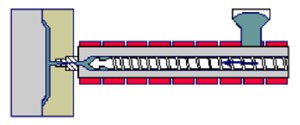
3) Pakning, hulrummet pakkes, mens skruen bevæger sig kontinuerligt fremad.
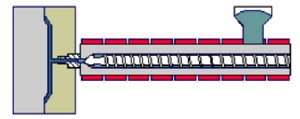
4) Afkøling, hulrummet køler ned, når porten fryser, og når den lukkes, begynder skruen at trække sig tilbage for at blødgøre materialet til den næste cyklus.
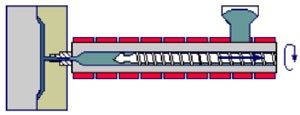
5) Åbning af formen og udkastning af dele. Formen åbner sig, og delene sprøjtes ud via udkastningssystemet.
6) Luk, formen lukker sig, og den næste cyklus begynder.
PO-procedure
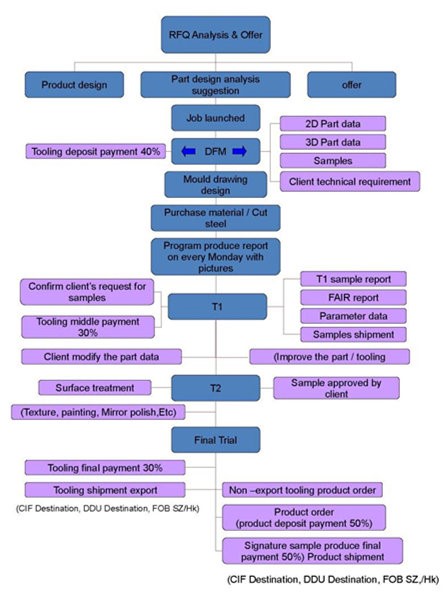
Fra forespørgsel til afslutning af indkøbsordre har vi en standardprocedure at følge, som hjælper både interne og kunder med altid at have et overblik over, hvor vi er. Overgangen i hvert trin vil også være nemmere og mere gnidningsfri.
Bestillingsproces for eksportindsprøjtning af plastform:
- Modtaget 2D/3D-deltegning fra kunden, projektleder afholder et opstartsmøde for at gennemgå data fra kunden med formdesignere, formproducenter, QA-chef og PMC. Indsaml alle de oplysninger, der er blevet diskuteret, og send DFM-rapport til kunden til bekræftelse.
- DFM-rapporten indeholder alle nødvendige oplysninger før design og fremstilling. Formåbningsvej, udstødningsvej, layout af injektionsstifter, layout af dele, formskillelinje, kølelinje. Specielle strukturfunktioner som skydere, vinkelløftere, finish af formkerne og hulrum, gravering osv.
- Når alle detaljer er blevet diskuteret, starter formdesignet, og 2D-layout af formdesignet vil blive leveret til kunden inden for 1-3 dage. Formdesign i 3D tager 3-7 dage afhængigt af formens kompleksitet.
- Send formdesignet til kunden til godkendelse, og begynd at bestille formstål, formbase og tilbehør efter indbetaling. En procesrapport vil blive indsendt, som viser hele den planlagte proces. Ugentlig rapport vil blive fulgt, efterhånden som formfremstillingsprocessen skrider frem, indtil den er færdig.
- Førstegangs støbeprøve viser, om alle støbemekanismerne fungerer korrekt, og om delens geometri er korrekt. Vi kontrollerer støbeformens kølesystem, støbeformens injektionssystem, støbeformens udkastningssystem osv. Efter korrekt modifikation vil T1-støbte plastprøver blive indsendt til kunden sammen med dimensionsrapport og sprøjtestøbningsparametre. Normalt er det 90% perfektion.
- Få kommentarer til forbedring af prøver, funktionalitet, udseende, dimensioner efter korrektioner, færdiggørelse af tekstur/polering, gravering, send prøverne til endelig godkendelse.
- Foretag en lille automatisk kørsels- og CPK-rapportundersøgelse for at sikre værktøjets stabilitet.
- Pakning af formen i en trækasse. Hvis formen sendes med skib, er vi særligt opmærksomme på vakuumpakning for at forhindre rust. Pakken indeholder alle 2D/3D-formtegninger, NC-programmeringsdata, kobber, reservedele, udskiftelige indsatser osv.
- Følg op på støbeformens arbejdspræstation i kundernes fabrik og yd nødvendige tjenester.
Vi kan endda fremstille store plastikprodukter efter kundens behov, som i vid udstrækning anvendes inden for minedrift, industri, byggeri og så videre. Kontakt venligst fabrikken for særlige krav.












